�������




���θ���բ�ŵ��������� ���θ���բ�Ű�װ������
ǰ�����θ���բ������ƽ��բ����ȶ��ԡ�����բ�ž���Բ���εĵ�ˮ��Ҷ��������բ��ʱ��բ����һ�̶�֧�µ�ˮƽ��ת�������ڽ�������һ�㲼���ڻ�������Բ�Ĵ���������������ϵ�ȫ��ˮѹ��ͨ�����ģ�����ʱֻ��˷�բ�������Լ�ֹˮ�ͽ����Ħ���������ĵ������ء�����բ�ž�������ʡ������ת�ɿ���й�������ã������������������йˮ����Ҫ���ŵ㡣��˻���բ���ڷ���ѡ����Ϊ���ȿ��ǵ�����֮һ���������һ�����˽������θ���բ�����������գ����θ���բ����װ�����Ե���ؽ��ܰɣ�
���θ���բ����ȱ��
һ���ŵ�
1)���ݹ�����Ҫ���ɷ���൱��Ŀڳߴ磻
2)բ�յĺ�Ƚ�С��
3)û��Ӱ��ˮ����̬���Ųۣ���ɳ��ʱ����״̬�ã�
4)����������
5)������������ٵȡ�
����ȱ��
1)��Ҫ��K��բ�գ�
2)բ����ռ�Ŀռ�λ�ýϴ�
3)����բ�Ų��������������м���ά����Ҳ�����ڿڼ���л���;�ԣ��������ṹҪ��ϸߡ�
���θ���բ�ŵĽṹ��������ʽ
֧�нµ�λ���뻡��뾶
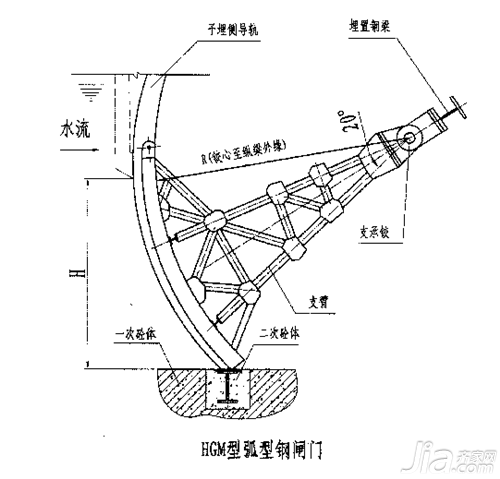
���θ���բ�ŵ�֧�н�������բ��������Ҫ����ɲ��֣�����բ�������ܵ���ˮѹ����һ�������ش���֧���⣬ͬʱ��������բ��ת����֧�����ģ�ѡ��֧�нµ�λ�ö��������Ĵ�С��բ�Ź����Ŀɿ��Զ��нϴ��Ӱ�졣��¶������բ���У�֧�н�—…��������բ�յIJ����ϣ���λ��Ӧʹ�������ڱ���ɳ�������ܵ�Ʈ�������ĸ߳��ϣ��Ա���ά���ͼ��ޡ��ӵ�ˮբ�ϵĻ���բ�ţ�֧�н¿����ڸ�������У�˺�ˮλo��5m��)��֧��λ��Խ�ߣ�����Խ��������ˮѹԽ�ķѵĸֲ�Ҳ��Խ�࣬���������㲻��Ư������������£�һ��Ӧ��֧�¸߳�����1/2�Ÿߴ�Ϊ�١���Ȼ֧�µ�λ��Խ�ߣ���������բ�װ�Ӧ���ĵ����Ƚ����������������ϣ���բ������ˮ�涸�����ɽ�֧�²������ż��Բ�������DZ��ʽ����բ�ţ�֧�нµ�λ��һ�㲼����1��1��բ�Ÿ߶����ϡ�
����뾶R��բ�Ÿ߶�H��֧�µ�λ�ö�����¶��բ��һ����óߣ�(1��o��1��5)��ֵֻԽ����֧��Խ��ʱ����Ӧբ��ҲԽ�����������ɼ�С��һ��DZ��բ�ţ�c��(L1��2��2)H����ֻ�ӽ�����ʱ�������������ܼӴ����֧�۵��ȶ��Ժ�����բ�ճ��ȡ����ݹ����������о���������բ�ŵĻ���뾶R����С�����ƣ���ȻR��С�����ӻ��泤�Ⱥ�բ�������ܵ���ˮѹ����

���θ���բ�ŵ���������
1������բ�����찴���ͼֽ��GB/T14173-2008���йع涨ִ�С�
2��������ࣺһ�ຸ�죬բ�������������ĸ��弰��Ե��ĶԽӺ��죬բ�ŵ�����ĶԽӺ��죬բ������������������ӵ���Ϻ��켰��Ե�����ӵĶԽӺ��죻���ຸ�죬բ�����ĶԽӺ��죬բ����������������Ե���븹�����Ϻ��켰�Ǻ��죬����������Ҷ����Ϻ�����������������Ҷ������Ϻ��켰�Ǻ��죻���ຸ�죬������һ�����ຸ����������춼Ϊ���ຸ�졣
3������ֹˮ�������ܸ���ֹˮ��Ƥ����Ҷ�ϵ�ֹˮ�ݿ���ֹˮѹ���ˮ���ݿ��ڹ������ꡣ
4�����θ��ӵĹ�������Ӧ�����������õ��������ϡ�ƴװ��֧����Ե���ƴװӦ���ü����������Ⱥ��¿���������ͬ�ĶԽӺ��첢��֤����
5������������ΪZG310-570����ë����������˹�ʱЧ��������ѧ�ɷֺͻ�е����Ӧ����GB3077��Ҫ���йع涨���г�����̽�˼�顣
6��֧����Ϊ40Cr�����ʴ���������Ƹ�����ѧ�ɷֺͻ�е����Ӧ����GB3077��Ҫ�����йع涨���г�����̽�˼�顣
7��֧����б�����ø߳��ء���Ħ�衢��������ͭ����Ƕ���ؽ���С��ᾶΦ560mm�������≥58700kN�������≥33800kN����Ħ��ϵ��≤0.12��ʹ������≥50�ꡣҪ����й����̱�����������ᾶΦ560mm�����ϵĻ���֧�����ҵ��������������5���������ϡ�
8������բ�Ű�GB/T14173-2008�涨������ǰӦ����������װ�����鲿λ��ƫ��Ӧ����GB/T14173-2008���йع涨�����ϸ��Ӧ����ϴ��������Եı�Ǻͱ�ţ������϶�λ�塣
���θ���բ�Ű�װ������
1�p�豸���ֳ���Ӧ�����ͻ�����������բ���Ƿ�������������
2�p���բ�Ű�װλ�ü������ߴ��Ƿ���ͼֽ�����
3�p��װʱ������IJ��ְ�װ

���θ���բ�ŵİ�װ
�����ſ�İ�װ����װǰ������Ԥ��ְ庸�ӹ̶�����ʱ�ſ�������ƽ����Ӧ����ϲ���ܴ�ֱ���ſ�װ�ú���ж��ν�ע�����ν�עһ��Ҫ��ʵ����������ˮ����������������ʹ�á��ſ�װʱӦ��֤��������Ǧ�����ϣ�����б�Ȳ�����1//1000����֤��ƽ��ȼ��Խ������������涨��
4.1 �ſ�װ�ú�ͬʱ����ſ����������Ӱ����Ҷ�İ�װ���ر����ܷ����ϲ������������ 4.2 ���尲װӦע��Խ����� 4.3 Ȼ��װ���ջ���������װʱע��ƽ��ȡ� 4.4 ��װʱӦ���բ����բ�ſ�֮����ܷ�Ȧ��϶��բ�����������ˮͷʱ���ܷ�й¶С��1.25L/min
5�p���ջ��İ�װ���������ջ��̶���λ��ʱ���Ƚ����ջ����ݸ˿�������բ�����ĵ�����һֱ���ϣ�Ȼ��˿�˲���բ�ŵ��������ô������ӣ�ʹ����λ��ͬһǦ�����ϣ��ٽ����ջ��ϵ����Ӹְ����������˨�����̶���
6�p���ջ���˿����բ�����Ӻ�����λ�Ƿ�ȫ����װ��λ�������������ջ�����һ������£������粻���������Ӱ��λ�ã��о��������ɹ̶���
7�p����װ���ֵ����ã������ɿ����ֶ�ʱ���ڲ�������ʱ���ȵ����ֱ��嵽�ֶ�λ�ã�Ȼ����ת���ֻ�ֱ���������ת�����Ӷ�ʵ��բ�����ն�������ʱ��·�жϣ����ɽ��е綯�������ڵ������ʱ�����ֲ�����ת�����н������ܷû����©,���۲����ֶ�װ�ü��Զ���λ�����Ƿ�λ��
8�pָʾʽ���ȼƺ�˫������ؿ��ؾ��Կɿ�������ָʾ�ǵı��̶̿�Ϊ�ٷֱȡ��䶯����ֵ��ʵ��ʹ���н��е�����բ�ŵ����նȿ���ҲӦ�ڵ���ʱ����ʵ��ʹ��������е���.
9�p�����ϱ������շ�������˳ʱ��תΪ�ر�բ�ţ��˹�������������150N��
10�p�綯����װ�õĵ�����ת��Ӧ���ڶת�ص�3�����������������ת��ʱ�䲻�õ���15���ӡ�
11�pբ�Žṹ��ʽ����ά��飬���������ⰲװʹ��Ҫ��
12�p�綯բ�ž͵ؿ����豸�ܽ�բ�ŵ�λ���źŴ��͵�PLC��
13�pբ�������ٶ�Ӧ������0.5m/min��14�pբ�ŵ�ȫ���pȫ��λ���źũp���ر����ź���������ϵͳ��բ�ŵĿ������ֶ����Զ�����ģʽ����բ�ſ���������ϵ�ģʽת��������ѡ��ģʽת�����ص�״̬����������ϵͳ�� ��1�� �ֶ�ģʽ��ѡ�����ڻ����ϣ�������Ա�����ֳ��ֶ��p�綯����բ�š� ��2�� �Զ�ģʽ���ֳ���ع������������Ŀ���ʽ����״̬�źŵĽӿںͽ����п�����ң�ص��źŽӿڡ�
�༭�ܽ���Ͼ��ǻ��θ���բ�ŵ��������գ����θ���բ�Ű�װ�����Ե���ؽ��ܣ�ϣ���ܹ����������ⷽ������������ǣ������˽����������Ѷ���������ע������վ�����������ָ��ྫ������Ŷ��
- ��һƪ���£� ��բ�Ż����۸��Ƕ��� ��բ�Ż������¼۸��̵�
- ��һƪ���£� û����